














Профиль для гипоскартона – элемент каркасной системы, на которую фиксируют листы отделочного стройматериала.
Согласно требованиям СП 163.1325800.2014, для каркаса конструкций из плит ГК применяют гнутые металлопрофили из конструкционной холоднокатаной стали с оцинковкой. Реже встречаются профили из алюминия.
Какой профиль нужен под гипсокартон
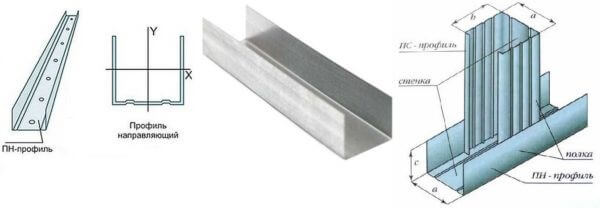
Профиль для ГКЛ различают по назначению и размерам. Первый вид - направляющий. Используется как основа для каркаса, фиксируется по периметру помещения. В направляющие устанавливают вертикальные стойки и другие элементы каркаса. Имеет П-образную конфигурацию поперечного сечения с гладкими полками.
")
Виды профиля для гипсокартона (ПН)
Маркируется сочетанием букв и цифр ПН (профиль направляющий). Производитель Knauf использует маркировку UW (направляющие для отделки ГК стен). Цифры обозначают размеры в мм. Для систем крепления гипсокартонных панелей используют направляющие 28х27; 50х40;65х40;75х40;100х40 мм.
Следующий вид профиля – стоечный. Также имеет поперечное сечение в форме буквы «П», с подогнутыми полочками и ребрами, придающими дополнительную прочность. К стоечному профилю крепят гипсокартонные и гипсоволоконные плиты, это несущий элемент каркаса.
")
Виды профиля для гипсокартона (ПС)
Маркировка – сочетание букв и цифр, например, ПС 50х50. ПС –профиль стоечный (для систем Knauf CW – профиль стоечный для обшивки ГК стен). Цифрами обозначают размеры: 50х50; 65х50; 100х50; 75х50.
Для подвесных потолков применяют металлопрофиль марок ПП и ППН (потолочный направляющий и потолочный стоечный). Для подвесных систем Knauf – UD и CD соответственно.
")
Виды профиля для гипсокартона (ПП)
Профиль для потока несет значительно меньшие нагрузки, чем стеновой, имеет меньшие размеры и выполняется из более тонкого металла. Размеры материала – 60х27; 28х27 мм.
Еще один основной вид профиля – арочный. Элемент каркаса предназначен для создания криволинейных переходов и поверхностей.

Арочный профиль для гипсокартона
Арочный профиль имеет разрезы по бокам и перфорацию для сгибания.
Длина основных металлопрофилей составляет до 4 м. Наиболее часто встречающиеся размеры – 2,4 и 2,8 метра.
Для сооружения каркасов под листы гипсокартона или гипсоволокна также используют ряд других изделий из металлического профиля:
- Угловой с 2 или 1 перфорированными полками. Применяется для оформления углов и соединений под углом 900.
- Подвесной анкерный с регулируемой высотой. Такой профиль применяется для фиксации каркасной системы ГКЛ к потолку.
- Подвесной перфорированный. Применяется для крепления каркаса к стенам и потолку.
Для гипсокартонных систем также применяют одно- двухуровневые соединители, удлинители. Такие виды профилей для гипсокартона применяют для соединения элементов между собой, а также подгонки длины.
Производство профилей
Профиль для каркаса ГК изготавливают из рулонов или полос оцинкованной стали на профилировочных станках методом проката. Такой способ наиболее точен и произволен.

Производство профилей гипсокартона
Для изготовления изделий используют:
- Консольный размотчик металлических рулонов.
- Станок продольной или продольно-поперечной резки.
- Наматыватель металлических штрипсов.
- Оборудование для профилирования с устройством для нанесения насечек и пробивания отверстий.
Технологический процесс осуществляется в несколько этапов. Рулон оцинкованной стали устанавливают на размотчик, далее заправляют конец бухты в станок продольного или продольно-поперечного реза. Запускают оборудования. Получившиеся стальные штрипсы поступают на наматыватель и сматываются в рулон.
Далее узкие полосы металла направляют на профилировочный роликовый станок. Форма изделий формируется при прокате между роликами из инструментальной стали и переходами. Далее на профилированный металл наносятся насечки и перфорация, затем нарезают по размерам, соответствующим габаритам готовых изделий.

Профиль для гипсокартона на выходе из профилегибочного модуля
Оборудование для производства профиля для гипсокартона
Первый станок в технологической линии для производства металлопрофиля – разматыватель рулона. Для этого применяют приводные и неприводные консольные размотчики, работающие с рулонами шириной до 350 мм.
Для автоматизированных линий лучше подобрать оборудование с блоками автоматического управления. Такие разматыватели позволяют синхронизировать подачу металла с производительностью другого оборудования производственной линии. Конструкция станков позволяет быстро устанавливать рулон, сократить перерывы в производстве. Самоцентрирующийся вал размотчиков исключает перекос и потери на брак.

Приводной консольный разматыватель КР-10
Следующий элемент производственной цепочки – станок продолно-поперечной резки. Оборудование применяют для нарезки рулона на несколько полос, ширина которых соотвествует размерам профиля для гипсокартона.
В станки предумотрана установка блока управления на базе контроллера. Оборудование с таким устройством требуется для полностью и частично автоматизированных линий.
Обработка осуществлятся дисковыми роликами, что исключает заусенцы и другие недопостимые дефекты линии отреза. Такое оборудование позволяет выставлять требуемую ширину полос путем регулировки положения креплений ножей стопорными винтами. Станки в дестятки раз производительней гильотин и пригодны для крупносериного и массового производства приофиля для гипсокартона. Раской рулона на несколько полос осуществляется одновременно.

Станок продольной резки металла СПР-1250/5-А
Для смотки металлических лент применяют наматыватели с электроприводом. Оборудовние формирует равномерные плтотные рулоны штипсов, которые затем подают на профилировочный станок.
На намотчики предусмотрена установка АСУ для синхоронизирования подачи со станка продольно-поперечной резки.
Главный элемет технологичекой цепи производства – профилировочный станок. Гиб металла осуществляется прокатом между валиками и переходами.
Оборудование пригодно для производства стоечного и направляющего профилей любой длины. Станки уже настроены для производства изделий 2 модификаций. Существует обрудование всех типоразмеров профиля для гипоскартнных конструкиций. Длина заготовки практически не ограничена. На станках можно изготовливать профиль для гиспокартона до 4 м и более. Изделия большей длины позволяют сократить количество стыков и ускорить монтаж гипсокартнных констукций. При необходимости профиль легко отрезать при монтаже.

Cтанок для производства профиля для гипсокартона
Калибровочные клети позволяют настраивать оборудование под стальной, алюминевый прокат толшиной 0,35-0,7 мм. На станки установливаются устройства для формирования ребер жесткости и перфорации после придания заданной конфигурации штрипсу. Оборудрвание также оснащается гильотинными ножницами для отрезания уже готовых изделий заданной длины.
Для автомастичеких линий предумотрена установка АСУ для синхронизации с другим оборудованием.
Автоматизированные линии из станков производства «МОБИПРОФ» позволяют существенно меньшить брак, повысить производительность, а также снизать затраты на производство.
Изготовление профиля для гипсокартона – переспективный бизнес. Материал широко применяется в отделке жилья. Его покупают строительно-монтажные организации и производители гипсокартонных систем.
Выбор профиля
Выбор количества материала для каркасов конструкций осуществляется на основании расчета профиля для гипсокартона. Для этого необходимо сделать замеры, определиться с конфигурацией системы. Такую услугу предоставляют монтажники, поставщики материалов, а также строительные организации.

Виды профилей гипсокартона
Производством профиля занимаются множество компаний. Самые недорогие изделия – китайские. К их недостаткам относятся некачественный металл и значительное количество брака. Часто встречается профиль из неоцинкованной тонкой стали, не соответствующей требованиям стандартов.
Самый дорогой профиль – изделия для гипсокартона Knauf. Компания использует собственные стандарты, под которые изготавливают изделия другие производители. Отечественные компании подставляют средний ценовой сегмент.
Металлопрофиль производят из проката толщиной 0,35-0,8 мм. Одинаковые элементы каркасных систем часто имеют разную толщину.
Тонкие изделия 0,35-0,4 мм применяют для элементов, рассчитанных на небольшую нагрузку. Продукция 0,6-0,8 мм используется для крупных панелей или конструкций нестандартной конфигурации. В большинстве случаев достаточно профиля 0,5-0,55 мм.
При покупке также следует обратить внимание на качество деталей. Хороший профиль для гипсокартона не должен иметь дефетов цинкового покрытия. Допускаются микротрещины в местах гибки, небольшие потертости и другие несущественные повреждения.
Скручивание вокруг горизонтальной оси не должно превышать один градус на каждый метр профиля. Местная кривизна - 2 мм на метр. Волны металла не должны превышать 2,5 мм в высоту и 150 мм в длину. Не допустимо наличие задиров, заусенцев, наплывов, трещин и глубоких царапин.
Для изготовление фасонных поверхностей требуется испльзовать арочный профиль, изготовленный в заводских условиях, гнуть детали, не предназначенные для этого, перед монтажом не рекомендуется.





